Technika spawania na zimno (z diagramem)
Po przeczytaniu tego artykułu dowiesz się o technice zgrzewania na zimno za pomocą odpowiednich schematów.
W spawaniu na zimno lub zgrzewaniu na zimno materiały są łączone w postaci połączenia lub połączenia stykowego w temperaturze pokojowej poprzez zastosowanie tylko ciśnienia. Aby takie połączenie było skuteczne, ważne jest, aby jedna z łączonych części miała wysoką ciągliwość i nie wykazywała nadmiernego utwardzania.
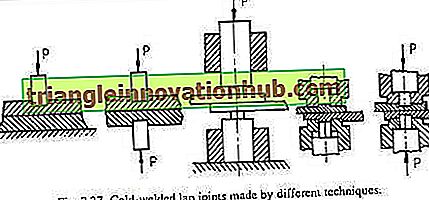
Części łączone przez zgrzewanie na zimno są dokładnie oczyszczane przez odtłuszczanie, szczotkowanie drutem i skrobanie w celu usunięcia wszelkich zanieczyszczeń na powierzchniach. W zgrzewaniu zakładkowym grubość blachy może wahać się w granicach od 0-2 do 15 mm, a na połączenie wpływa pojedyncza lub podwójna matryca, a kształt złącza zmienia się odpowiednio, jak pokazano na rysunku 2.37. Promień formy zmienia się w zależności od grubości przedmiotu obrabianego, a szorstką zasadą jest r = (1- 3) t gdzie t jest grubością arkusza.
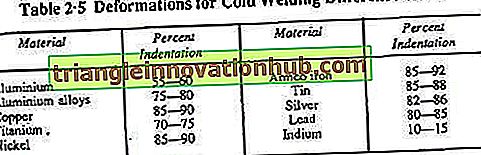
Wielkość odkształcenia jest głównym czynnikiem przy zgrzewaniu na zimno i zależy od właściwości i grubości metalu, a także od rodzaju połączenia i przygotowania powierzchni. Tabela 2-5 pokazuje procentowe wcięcie dla udanego spawania na zimno różnych metali.
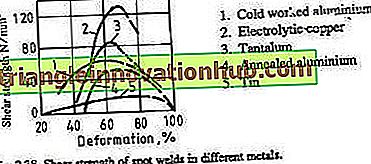
Zarówno spoiny punktowe, jak i szew można wykonać na zimno. Wytrzymałość na ścinanie w funkcji zgrzein punktowych to niektóre z metali pokazane na ryc. 2.38. Ta sama spoina może być wykonana poprzez wciśnięcie matrycy na całej długości szwu lub za pomocą rolki. Na końcu odkształcenia ciśnienie matrycy dla miedzi i wyżarzanego aluminium powinno wynosić odpowiednio 1960 N / mm 2 i 290 do 580 N / mm 2 .
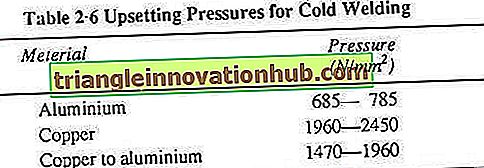
Spoiny czołowe mogą być wykonane poprzez zgrzewanie na zimno metali z tworzyw sztucznych, takich jak miedź, aluminium, stopy aluminium, ołów, cyna, kadm, nikiel i tytan w formach prętów, taśm i drutu. Ciśnienie wymagane do wykonania zimnych spoin w niektórych metalach podano w tabeli 2.6, a ciśnienie potrzebne do utrzymania ich w ząbkowanych zaciskach powinno być o 50% i 80% wyższe niż ciśnienie kucia odpowiednio dla aluminium i miedzi.
Spoiny czołowe mają zwykle wyższą wytrzymałość niż metal macierzysty, ponieważ połączenie jest utwardzane. Jednak szybkość, z jaką przykładane jest ciśnienie, nie ma wpływu na właściwości złącza spawanego, a zatem spawanie można wykonywać z dużą prędkością. W przemyśle stosowane są prasy mechaniczne do spoin doczołowych do 700 mm 2 w aluminium.
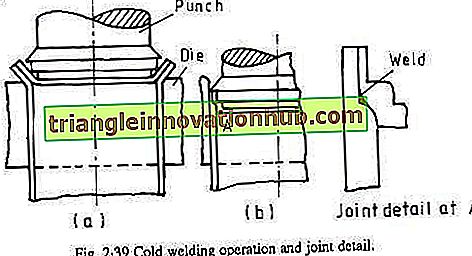
Komercyjne zastosowania spawania na zimno obejmują złącza puszkowe, jak pokazano na rys. 2.39 dla pakowania żywności, zamykanie aluminiowych osłon kablowych i skrzynie urządzeń półprzewodnikowych, połączenia zakładkowe i stykowe przewodów i szyn zbiorczych dla ogniw elektrolitycznych, linii komunikacyjnych i przewodów trolejbusowych .
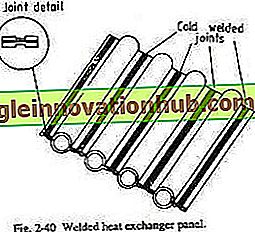
Typowym zastosowaniem zgrzewania na zimno jest produkcja wymienników ciepła do lodówek, w których proces jest stosowany do wykonywania zintegrowanych kanałów rurowych w dużych arkuszach, np. Do 2500 mm x 380 mm, jak pokazano na rys. 2.40.